HOT WORKING






Mechanical working processes which are done above recrystallisation temperature of the metal are know as hot working processes. Some metals, such as lead and tin, have a low recrystallisation temperature and can be hot-worked even at room temperature, but most commercial metals require some heating. However, this temperature should not be too high to reach the solidus temperature; otherwise the metal will burn and become unsuitable for use. In hot working, the temperature of completion of metal working is important since any extra heat left after working aid in grain growth. This increase in size of the grains occurs by a process of coalescence of adjoining grains and is a function of time and temperature. Grain growth results in poor mechanical properties. If the hot working is completed justabove the recrystallisation temperature then the resultant grain size would be fine.
EFFECT OF HOT WORKING ON MECHANICAL PROPERTIES OF METALS
1. This process is generally performed on a metal held at such a temperature that the metal does not work-harden. A few metals e.g., Pb and Sn (since they possess low crystallization temperature) can be hot worked at room temperature.
2. Raising the metal temperature lowers the stresses required to produce deformations and increases the possible amount of deformation before excessive work hardening takes place.
3. Hot working is preferred where large deformations have to be performed that do not have the primary purpose of causing work hardening.
4. Hot working produces the same net results on a metal as cold working and annealing. It does not strain harden the metal.
5. In hot working processes, compositional irregularities are ironed out and nonmetallic impurities are broken up into small, relatively harmless fragments, which are uniformly dispersed throughout the metal instead of being concentrated in large stress-raising metal working masses.
6. Hot working such as rolling process refines grain structure. The coarse columnar dendrites of cast metal are refined to smaller equiaxed grains with corresponding improvement in mechanical properties of the component.
7. Surface finish of hot worked metal is not nearly as good as with cold working, because of oxidation and scaling.
8. One has to be very careful as regards the temperatures at which to start hot work and at which to stop because this affects the properties to be introduced in the hot worked metal.
9. Too high a temperature may cause phase change and overheat the steel whereas too low temperature may result in excessive work hardening.
1. This process is generally performed on a metal held at such a temperature that the metal does not work-harden. A few metals e.g., Pb and Sn (since they possess low crystallization temperature) can be hot worked at room temperature.
2. Raising the metal temperature lowers the stresses required to produce deformations and increases the possible amount of deformation before excessive work hardening takes place.
3. Hot working is preferred where large deformations have to be performed that do not have the primary purpose of causing work hardening.
4. Hot working produces the same net results on a metal as cold working and annealing. It does not strain harden the metal.
5. In hot working processes, compositional irregularities are ironed out and nonmetallic impurities are broken up into small, relatively harmless fragments, which are uniformly dispersed throughout the metal instead of being concentrated in large stress-raising metal working masses.
6. Hot working such as rolling process refines grain structure. The coarse columnar dendrites of cast metal are refined to smaller equiaxed grains with corresponding improvement in mechanical properties of the component.
7. Surface finish of hot worked metal is not nearly as good as with cold working, because of oxidation and scaling.
8. One has to be very careful as regards the temperatures at which to start hot work and at which to stop because this affects the properties to be introduced in the hot worked metal.
9. Too high a temperature may cause phase change and overheat the steel whereas too low temperature may result in excessive work hardening.
10. Defects in the metal such as blowholes, internal porosity and cracks get removed or welded up during hot working.
11. During hot working, self-annealing occurs and recrystallization takes place immediately following plastic deformation. This self-annealing action prevents hardening and loss of ductility.
11. During hot working, self-annealing occurs and recrystallization takes place immediately following plastic deformation. This self-annealing action prevents hardening and loss of ductility.
MERITS OF HOT WORKING
1. As the material is above the recrystallisation temperature, any amount of working can be imparted since there is no strain hardening taking place.
2. At a high temperature, the material would have higher amount of ductility and therefore there is no limit on the amount of hot working that can be done on a material. Even brittle materials can be hot worked.
3. In hot working process, the grain structure of the metal is refined and thus mechanical properties improved.
1. As the material is above the recrystallisation temperature, any amount of working can be imparted since there is no strain hardening taking place.
2. At a high temperature, the material would have higher amount of ductility and therefore there is no limit on the amount of hot working that can be done on a material. Even brittle materials can be hot worked.
3. In hot working process, the grain structure of the metal is refined and thus mechanical properties improved.
4. Porosity of the metal is considerably minimized.
5. If process is properly carried out, hot work does not affect tensile strength, hardness, corrosion resistance, etc.
6. Since the shear stress gets reduced at higher temperatures, this process requires much less force to achieve the necessary deformation.
7. It is possible to continuously reform the grains in metal working and if the temperature and rate of working are properly controlled, a very favorable grain size could be achieved giving rise to better mechanical properties.
8. Larger deformation can be accomplished more rapidly as the metal is in plastic state.
9. No residual stresses are introduced in the metal due to hot working.
10. Concentrated impurities, if any in the metal are disintegrated and distributed throughout the metal.
11. Mechanical properties, especially elongation, reduction of area and izod values are improved, but fibre and directional properties are produced.
12. Hot work promotes uniformity of material by facilitating diffusion of alloy constituents and breaks up brittle films of hard constituents or impurity namely cementite in steel.
5. If process is properly carried out, hot work does not affect tensile strength, hardness, corrosion resistance, etc.
6. Since the shear stress gets reduced at higher temperatures, this process requires much less force to achieve the necessary deformation.
7. It is possible to continuously reform the grains in metal working and if the temperature and rate of working are properly controlled, a very favorable grain size could be achieved giving rise to better mechanical properties.
8. Larger deformation can be accomplished more rapidly as the metal is in plastic state.
9. No residual stresses are introduced in the metal due to hot working.
10. Concentrated impurities, if any in the metal are disintegrated and distributed throughout the metal.
11. Mechanical properties, especially elongation, reduction of area and izod values are improved, but fibre and directional properties are produced.
12. Hot work promotes uniformity of material by facilitating diffusion of alloy constituents and breaks up brittle films of hard constituents or impurity namely cementite in steel.
DEMERITS OF HOT WORKING
1. Due to high temperature in hot working, rapid oxidation or scale formation and surface de-carburization take place on the metal surface leading to poor surface finish and loss of metal.
2. On account of the loss of carbon from the surface of the steel piece being worked the surface layer loses its strength. This is a major disadvantage when the part is put to service.
3. The weakening of the surface layer may give rise to a fatigue crack which may ultimately result in fatigue failure of the component.
4. Some metals cannot be hot worked because of their brittleness at high temperatures.
5. Because of the thermal expansion of metals, the dimensional accuracy in hot working is difficult to achieve.
6. The process involves excessive expenditure on account of high cost of tooling. This however is compensated by the high production rate and better quality of components.
7. Handling and maintaining of hot working setups is difficult and troublesome.
1. Due to high temperature in hot working, rapid oxidation or scale formation and surface de-carburization take place on the metal surface leading to poor surface finish and loss of metal.
2. On account of the loss of carbon from the surface of the steel piece being worked the surface layer loses its strength. This is a major disadvantage when the part is put to service.
3. The weakening of the surface layer may give rise to a fatigue crack which may ultimately result in fatigue failure of the component.
4. Some metals cannot be hot worked because of their brittleness at high temperatures.
5. Because of the thermal expansion of metals, the dimensional accuracy in hot working is difficult to achieve.
6. The process involves excessive expenditure on account of high cost of tooling. This however is compensated by the high production rate and better quality of components.
7. Handling and maintaining of hot working setups is difficult and troublesome.
CLASSIFICATION OF HOT WORKING PROCESSES
The classification of hot working processes is given as under.
1. Hot rolling
2. Hot forging
3. Hot extrusion
4. Hot drawing
The classification of hot working processes is given as under.
1. Hot rolling
2. Hot forging
3. Hot extrusion
4. Hot drawing
5. Hot spinning
6. Hot piercing or seamless tubing
7. Tube Forming and
8. Hot forming of welded pipes
6. Hot piercing or seamless tubing
7. Tube Forming and
8. Hot forming of welded pipes
Hot Rolling
Rolling is the most rapid method of forming metal into desired shapes by plastic deformation through compressive stresses using two or more than two rolls. It is one of the most widely used of all the metal working processes. The main objective of rolling is to convert larger sections such as ingots into smaller sections which can be used either directly in as rolled state or as stock for working through other processes.
Rolling is the most rapid method of forming metal into desired shapes by plastic deformation through compressive stresses using two or more than two rolls. It is one of the most widely used of all the metal working processes. The main objective of rolling is to convert larger sections such as ingots into smaller sections which can be used either directly in as rolled state or as stock for working through other processes.

Figure 1 Grain refinement in hot rolling process
Two-High Rolling Mill
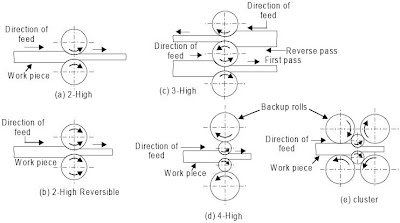
A two-high rolling mill (Figure 2(a)) has two horizontal rolls revolving at the same speed but in opposite direction. The rolls are supported on bearings housed in sturdy upright side frames called stands. The space between the rolls can be adjusted by raising or 1owering the upper roll. Their direction of rotation is fixed and cannot be reversed. The reduction in the thickness of work is achieved by feeding from one direction only. However, there is another type of two-high rolling mill, which incorporates a drive mechanism that can reverse the direction of rotation of the rolls. A Two- high reverse arrangement is shown in Figure 2(b). In a two-high reversing rolling mill, there is continuous rolling of the workpiece through back-and-forth passes between the rolls.
A two-high rolling mill (Figure 2(a)) has two horizontal rolls revolving at the same speed but in opposite direction. The rolls are supported on bearings housed in sturdy upright side frames called stands. The space between the rolls can be adjusted by raising or 1owering the upper roll. Their direction of rotation is fixed and cannot be reversed. The reduction in the thickness of work is achieved by feeding from one direction only. However, there is another type of two-high rolling mill, which incorporates a drive mechanism that can reverse the direction of rotation of the rolls. A Two- high reverse arrangement is shown in Figure 2(b). In a two-high reversing rolling mill, there is continuous rolling of the workpiece through back-and-forth passes between the rolls.
Three-High Rolling Mills
It consists of three parallel rolls, arranged one above the other as shown in Figure 2(c). The directions of rotation of the upper and lower rolls are the same but the intermediate roll rotates in a direction opposite to both of these. This type of rolling mill is used for rolling of two continuous passes in a rolling sequence without reversing the drives. This results in a higher rate of production than the two-high rolling mill.
Four-High Rolling Mill
It is essentially a two-high rolling mill, but with small sized rolls. Practically, it consists of four horizontal rolls, the two middle rolls are smaller in size than the top and bottom rolls as shown in Figure 2(d). The smaller size rolls are known as working rolls which concentrate the total rolling pressure over the workpiece. The larger diameter rolls are called back-up rolls and their main function is to prevent the deflection of the smaller rolls, which otherwise would result in thickening of rolled plates or sheets at the centre. The common products of these mills are hot or cold rolled plates and sheets.
It consists of three parallel rolls, arranged one above the other as shown in Figure 2(c). The directions of rotation of the upper and lower rolls are the same but the intermediate roll rotates in a direction opposite to both of these. This type of rolling mill is used for rolling of two continuous passes in a rolling sequence without reversing the drives. This results in a higher rate of production than the two-high rolling mill.
Four-High Rolling Mill
It is essentially a two-high rolling mill, but with small sized rolls. Practically, it consists of four horizontal rolls, the two middle rolls are smaller in size than the top and bottom rolls as shown in Figure 2(d). The smaller size rolls are known as working rolls which concentrate the total rolling pressure over the workpiece. The larger diameter rolls are called back-up rolls and their main function is to prevent the deflection of the smaller rolls, which otherwise would result in thickening of rolled plates or sheets at the centre. The common products of these mills are hot or cold rolled plates and sheets.
Cluster Mill
It is a special type of four-high rolling mill in which each of the two smaller working rolls are backed up by two or more of the larger back-up rolls as shown in Figure 2(e). For rolling hard thin materials, it may be necessary to employ work rolls of very small diameter but of considerable length. In such cases adequate support of the working rolls can be obtained by using a cluster-mill. This type of mill is generally used for cold rolling work.
It is a special type of four-high rolling mill in which each of the two smaller working rolls are backed up by two or more of the larger back-up rolls as shown in Figure 2(e). For rolling hard thin materials, it may be necessary to employ work rolls of very small diameter but of considerable length. In such cases adequate support of the working rolls can be obtained by using a cluster-mill. This type of mill is generally used for cold rolling work.

Figure 2. Hot rolling stand arrangements
Continuous Rolling Mill
It consists of a number of non reversing two-high rolling mills arranged one after the other, so that the material can be passed through all of them in sequence. It is suitable for mass production work only, because for smaller quantities quick changes of set-up will be required and they will consume lot of time and labor.
It consists of a number of non reversing two-high rolling mills arranged one after the other, so that the material can be passed through all of them in sequence. It is suitable for mass production work only, because for smaller quantities quick changes of set-up will be required and they will consume lot of time and labor.
Applications of Rolling
In the rail mill (Figure 3), the heavier structural sections and rails are made. Rolling mills produce girders, channels, angle irons and tee-irons. Plate mill rolls slabs into plates. The materials commonly hot rolled are aluminium, copper magnesium, their alloys and many grades of steel.
In the rail mill (Figure 3), the heavier structural sections and rails are made. Rolling mills produce girders, channels, angle irons and tee-irons. Plate mill rolls slabs into plates. The materials commonly hot rolled are aluminium, copper magnesium, their alloys and many grades of steel.

Figure 3 Hot rolling stand arrangements
Hot Piercing or Seamless tubing
Hot piercing is also known as seamless tubing or roll piercing process. The process setup is shown in Figure 4. It is used for making thin walled round objects. Seamless tube forming is popular and economical process in comparison to machining because it saves material wasted in boring of parts.
Hot piercing is also known as seamless tubing or roll piercing process. The process setup is shown in Figure 4. It is used for making thin walled round objects. Seamless tube forming is popular and economical process in comparison to machining because it saves material wasted in boring of parts.
Figure 4 Hot piercing or seamless tubing
HOT EXTRUSION
It is the process of enclosing the heated billet or slug of metal in a closed cavity and then pushing it to flow from only one die opening so that the metal will take the shape of the opening. The pressure is applied either hydraulically or mechanically. Extrusion process is identical to the squeezing of tooth paste out of the tooth paste tube. Tubes, rods, hose, casing, brass cartridge, moulding-trims, structural shapes, aircraft parts, gear profiles, cable sheathing etc. are some typical products of extrusion. Using extrusion process, it is possible to make components, which have a constant cross-section over any length as can be had by the rolling process. The intricacy in parts that can be obtained by extrusion is more than that of rolling, because the die required being very simple and easier to make. Also extrusion is a single pass process unlike rolling. The amount of reduction that is possible in extrusion is large. Generally brittle materials can also be easily extruded. It is possible to produce sharp corners and reentrant angles. It is also possible to get shapes with internal cavities in extrusion by the use of spider dies, which are explained later. The extrusion setup consists of a cylinder container into which the heated billet or slug of metal is loaded. On one end of the container, the die plate with the necessary opening is fixed. From the other end, a plunger or ram compresses the metal billet against the container walls and the die plate, thus forcing it to flow through the die opening, acquiring the shape of the opening. The extruded metal is then carried by the metal handling system as it comes out of the die. The extrusion ratio is defined as the ratio of cross- sectional area of the billet to that of the extruded section. The typical values of the extrusion ratio are 20 to 50. Horizontal hydraulic presses of capacities between 250 to 5500 tonnes are generally used for conventional extrusion. The pressure requirement for extrusion is varying from material to material. The extrusion pressure for a given material depends on the extrusion temperature, the reduction in area and the extrusion speed.
It is the process of enclosing the heated billet or slug of metal in a closed cavity and then pushing it to flow from only one die opening so that the metal will take the shape of the opening. The pressure is applied either hydraulically or mechanically. Extrusion process is identical to the squeezing of tooth paste out of the tooth paste tube. Tubes, rods, hose, casing, brass cartridge, moulding-trims, structural shapes, aircraft parts, gear profiles, cable sheathing etc. are some typical products of extrusion. Using extrusion process, it is possible to make components, which have a constant cross-section over any length as can be had by the rolling process. The intricacy in parts that can be obtained by extrusion is more than that of rolling, because the die required being very simple and easier to make. Also extrusion is a single pass process unlike rolling. The amount of reduction that is possible in extrusion is large. Generally brittle materials can also be easily extruded. It is possible to produce sharp corners and reentrant angles. It is also possible to get shapes with internal cavities in extrusion by the use of spider dies, which are explained later. The extrusion setup consists of a cylinder container into which the heated billet or slug of metal is loaded. On one end of the container, the die plate with the necessary opening is fixed. From the other end, a plunger or ram compresses the metal billet against the container walls and the die plate, thus forcing it to flow through the die opening, acquiring the shape of the opening. The extruded metal is then carried by the metal handling system as it comes out of the die. The extrusion ratio is defined as the ratio of cross- sectional area of the billet to that of the extruded section. The typical values of the extrusion ratio are 20 to 50. Horizontal hydraulic presses of capacities between 250 to 5500 tonnes are generally used for conventional extrusion. The pressure requirement for extrusion is varying from material to material. The extrusion pressure for a given material depends on the extrusion temperature, the reduction in area and the extrusion speed.
Methods of Hot Extrusion
Hot extrusion process is classified as
1. Direct or forward hot extrusion
2. Indirect or backward hot extrusion
3. Tube extrusion
Hot extrusion process is classified as
1. Direct or forward hot extrusion
2. Indirect or backward hot extrusion
3. Tube extrusion
Direct or Forward Hot Extrusion
Figure 5 (a) shows the direct extrusion operational setup. In this method, the heated metal billet is placed in to the die chamber and the pressure is applied through ram. The metal is extruded through die opening in the forward direction, i.e. the same as that of the ram. In forward extrusion, the problem of friction is prevalent because of the relative motion between the heated metal billet and the cylinder walls. To reduce such friction, lubricants are to be commonly used. At lower temperatures, a mixture of oil and graphite is generally used. The problem of lubrication gets compounded at the higher operating temperatures. Molten glass is generally used for extruding steels.
Indirect or Backward Hot Extrusion
Figure 5 (b) shows the indirect extrusion operational setup. In indirect extrusion, the billet remains stationary while the die moves into the billet by the hollow ram (or punch), through which the backward extrusion takes place. Since, there is no friction force between the billet and the container wall, therefore, less force is required by this method. However this process is not widely used because of the difficulty occurred in providing support for the extruded part.
Tube Extrusion
Figure 5 (c and d) shows the tube extrusion operational setup. This process is an extension of direct extrusion process where additional mandrel is needed to restrict flow of metal for production of seamless tubes. Aluminium based toothpaste and medicated tubes are produced using this process.
Figure 5 (a) shows the direct extrusion operational setup. In this method, the heated metal billet is placed in to the die chamber and the pressure is applied through ram. The metal is extruded through die opening in the forward direction, i.e. the same as that of the ram. In forward extrusion, the problem of friction is prevalent because of the relative motion between the heated metal billet and the cylinder walls. To reduce such friction, lubricants are to be commonly used. At lower temperatures, a mixture of oil and graphite is generally used. The problem of lubrication gets compounded at the higher operating temperatures. Molten glass is generally used for extruding steels.
Indirect or Backward Hot Extrusion
Figure 5 (b) shows the indirect extrusion operational setup. In indirect extrusion, the billet remains stationary while the die moves into the billet by the hollow ram (or punch), through which the backward extrusion takes place. Since, there is no friction force between the billet and the container wall, therefore, less force is required by this method. However this process is not widely used because of the difficulty occurred in providing support for the extruded part.
Tube Extrusion
Figure 5 (c and d) shows the tube extrusion operational setup. This process is an extension of direct extrusion process where additional mandrel is needed to restrict flow of metal for production of seamless tubes. Aluminium based toothpaste and medicated tubes are produced using this process.

Figure 5 Method of hot extrusion
HOT DRAWING
Drawing is pulling of metal through a die or a set of dies for achieving a reduction in a diameter. The material to be drawn is reduced in diameter. Figure 6. is another method used in hot drawing or shaping of materials where the heated blank is placed over the die opening the punch forces the blank through the die opening to form a cup or shell. The multiple dies are also used to accomplish the stages in drawing process. Kitchen utensils and components of food processing industries are manufactured by this process.
Drawing is pulling of metal through a die or a set of dies for achieving a reduction in a diameter. The material to be drawn is reduced in diameter. Figure 6. is another method used in hot drawing or shaping of materials where the heated blank is placed over the die opening the punch forces the blank through the die opening to form a cup or shell. The multiple dies are also used to accomplish the stages in drawing process. Kitchen utensils and components of food processing industries are manufactured by this process.

Figure 6. Hot drawing
HOT SPINNING
Hot spinning is a process in which pressure and plastic flow is used to shape material. Spinning may be either hot or cold and is generally carried over a spinning lathe. In both cases, the metal is forced to flow over a rotating shape by pressure of a blunt tool as shown in Figure 7. The amount of pressure of the blunt tool against the disc controls the generated heat, which helps in forming processes.
Hot spinning is a process in which pressure and plastic flow is used to shape material. Spinning may be either hot or cold and is generally carried over a spinning lathe. In both cases, the metal is forced to flow over a rotating shape by pressure of a blunt tool as shown in Figure 7. The amount of pressure of the blunt tool against the disc controls the generated heat, which helps in forming processes.

Figure 7 Hot spinning
Great details here, better yet to discover out your blog which is fantastic. Nicely done!!! For more visit steel fiber.
BalasHapusNice blog! Sharing a good information to me for any information Zinc Die Casting to visit our website:-https://www.thediecasting.com/
BalasHapusReally I enjoy your site with effective and useful information. Find the leading planetary gearbox manufacturers
BalasHapusI'm here to share my testimony of what a good trusted loan company did for me. My name is Nikita Tanya, from Russian and I’m a lovely mother of 3 kids I lost my funds on trying to get a loan it was so hard for me and my children, I went online to seek for a loan assistance all hope was lost until one faithful day when I met this friend of mine who recently secured a loan from Le_Meridian Funding Service She introduced me to this honest loan company who helped me get a loan in within 5 working days, I will forever be grateful to Mr Benjamin, for helping me get back on feet again. You can contact Mr Benjamin via email: lfdsloans@lemeridianfds.com, they do not know I’m doing this for them, but i just have to do it because a lot of people are out there who are in need of a loan assistance please come to this company and be saved.WhatsApp:(+1 989-394-3740)
BalasHapusThanks for sharing such a great blog... I am impressed with you taking time to post a nice info
BalasHapusFreelance structural engineering job
Nice Blog!!!! I get mazing information from this article. Please keep sharing these typr of articles regurlarly.
BalasHapushttps://indusdesignworks.com/architectural-designer.php
Online architectural designer
This is a very good Blog. Thank you for sFor Stamped Parts : Machined components
BalasHapusharing.
Thanks for sharing such a knowledgeable blog. It is quite an interesting and helpful post I have read. Keep up the good work. If you are looking for the best rolling mills manufacturers and rolling mills for sections in India then please contact us.
BalasHapusLooking for trusted Brake Drum Manufacturers
BalasHapus? Get high-quality and durable solutions tailored to your needs. Check them out today!
Useful content. The purity of refined lead ingots is essential when producing specialized components for the automotive industry.
BalasHapusGreat insights on steel production efficiency.
BalasHapusChoosing rolling mill rolls directly impacts output, finish, and cost savings. Learn how Vim Corolls delivers reliable roll solutions—visit our site, explore products, and connect with experts to upgrade rolling mill performance today globally.