In metal cutting operation, the position of cutting edge of the cutting tool is important based on which the cutting operation is classified as orthogonal cutting and oblique cutting. Orthogonal cutting (Fig. 1) is also known as two dimensional metal cutting in which the cutting edge is normal to the work piece. In orthogonal cutting no force exists in direction perpendicular to relative motion between tool and work piece. Oblique cutting (Fig. 2)is the common type of three dimensional cutting used in various metal cutting operationsin which the cutting action is inclined with the job by a certain angle called the inclination angle.

Fig. 1 Orthogonal cutting

CUTTING TOOL
Cutting tools performs the main machining operation. They comprise of single point cutting tool or multi point cutting tools. It is a body having teeth or cutting edges on it. A single point cutting tool (such as a lathe, shaper and planner and boring tool) has only one cutting edge, whereas a multi-point cutting tool (such as milling cutter, milling cutter, drill, reamer and broach) has a number of teeth or cutting edges on its periphery.
Cutting tools performs the main machining operation. They comprise of single point cutting tool or multi point cutting tools. It is a body having teeth or cutting edges on it. A single point cutting tool (such as a lathe, shaper and planner and boring tool) has only one cutting edge, whereas a multi-point cutting tool (such as milling cutter, milling cutter, drill, reamer and broach) has a number of teeth or cutting edges on its periphery.
Single Point Cutting Tools
There are mainly two types of single point tools namely the solid type as shown in Fig.3 and the tipped tool (Fig.4). The solid type single point tool may be made from high speed steel, from a cast alloy. Brazed tools (Fig.5) are generally known as tool bits and are used in tool holders. The tipped type of tool is made from a good shank steel on which is mounted a tip of cutting tool material. Tip may be made of high speed steel or cemented carbide. In addition to this, there are long index-able insert tools and throwaway. The Insert type tool throwaway refers to the cutting tool insert which is mechanically held in the tool holder. The inserts are purchased which are ready for use. When all cutting edges are used, the insert is discarded and not re-sharpened. These tools can be further classified depending upon the operations for which they are used and the type of the shank (straight or bent shank type). Tools may be of the types planning tools, turning tools, facing tool, boring tools, parting and slotting tools etc.
Different types of carbide tips are generally used on tipped tool. In general the straight shank type tools are cheaper to manufacture as compared to bent shank type. But bent shank type can be used for turning either longitudinal or cross feed without resetting and for turning, facing and chamfering operations. Boring tools usually quite long and the cross section is small.
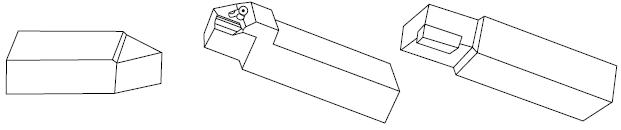 Fig. 3 Solid type of single Fig. 4 Tipped type single Fig. 5 Index-able insert
Fig. 3 Solid type of single Fig. 4 Tipped type single Fig. 5 Index-able insert
point cutting tool point cutting tool type single point cutting tool
Nomenclature Single Point Tool
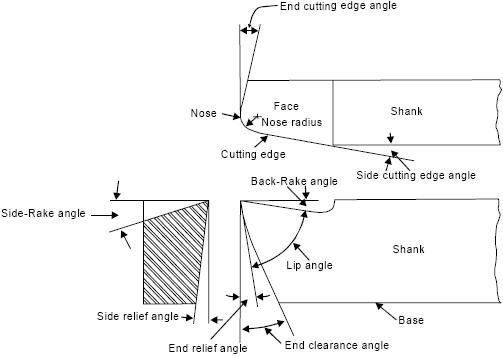
The elements of tool signature or nomenclature single point tool is illustrated in Fig. 6
(i) Back rake angle
It is the angle between the face of the tool and a line parallel with base of the tool measured in a perpendicular plane through the side cutting edge. If the slope face is downward toward the nose, it is negative back rake angle and if it is upward toward nose, it is positive back rake angle. This angle helps in removing the chips away from the work piece.
(ii) Side rake angle
It is the angle by which the face of tool is inclined side ways. This angle of tool determines the thickness of the tool behind the cutting edge. It is provided on tool to provide clearance between work piece and tool so as to prevent the rubbing of work- piece with end flake of tool. It is the angle between the surface the flank immediately below the point and the line down from the point perpendicular to the base.
(iii) End relief angle
It is the angle that allows the tool to cut without rubbing on the work- piece. It is defined as the angle between the portion of the end flank immediately below the cutting edge and a line perpendicular to the base of the tool, measured at right angles to the flank. Some time extra end clearance is also provided on the tool that is also known as end clearance angle. It is the secondary angle directly below the end relief angle
(iv) Side relief angle
It is the angle that prevents the interference as the tool enters the material. It is the angle between the portion of the side flank immediately below the side edge and a line perpendicular to the base of the tool measured at right angles to the side. It is incorporated on the tool to provide relief between its flank and the work piece surface. Some time extra side clearance is also provided on the tool that is also known as side clearance angle. It is the secondary angle directly below the side relief angle.
(v) End cutting edge angle
It is the angle between the end cutting edge and a line perpendicular to the shank of the tool. It provides clearance between tool cutting edge and work piece.
(vi) Side cutting edge angle
It is the angle between straight cutting edge on the side of tool and the side of the shank. It is also known as lead angle. It is responsible for turning the chip away from the finished surface.
(vii) Nose radius
It is the nose point connecting the side cutting edge and end cutting edge. It possesses small radius which is responsible for generating surface finish on the work-piece
MECHANICS OF METAL CUTTING
Metal cutting operation is illustrated in Fig. 20.9. The work piece is securely clamped in a machine tool vice or clamps or chuck or collet. A wedge shape tool is set to a certain depth of cut and is forced to move in direction as shown in figure. All traditional machining processes require a cutting tool having a basic wedge shape at the cutting edge. The tool will cut or shear off the metal, provided (i) the tool is harder than the metal, (ii) the tool is properly shaped so that its edge can be effective in cutting the metal, (iii) the tool is strong enough to resist cutting pressures but keen enough to sever the metal, and (iv) provided there is movement of tool relative to the material or vice versa, so as to make cutting action possible. Most metal cutting is done by high speed steel tools or carbide tools. In metal cutting, the tool does not slide through metal as a jack knife does through wood, not does the tool split the metal as an axe does a log. Actually, the metal is forced off the workpiece by being compressed, shearing off, and sliding along the face of the cutting tool. The way a cutting tool cuts the metal can be explained as follows. All metals in the solid state have a characteristic crystalline structure, frequently referred to as grain structure. The grain or crystals vary in size from very fine to very coarse, depending upon the type of metal and its heat-treatment. The cutting tool advances again in the work piece. Heavy forces are exerted on the crystals in front of the tool face. These crystals, in turn exert similar pressures on crystals ahead of them, in the direction of the cut or force applied by the cutter. As the tool continues to advance, the material at sheared point is sheared by the cutting edge of the tool or it may be torn loose by the action of the bending chip which is being formed. As the tool advances, maximum stress is exerted along sheared line, which is called the shear plane. This plane is approximately perpendicular to the cutting face of the tool. There exists a shear zone on both sides of the shear plane, when the force of the tool exceeds the strength of the forming the metal chip. The chip gets separated from the workpiece material and moves up along the tool face. In addition, when the metal is sheared, the crystals are elongated, the direction of elongation being different from that of shear. The circles which represent the crystals in the uncut metal get elongated into ellipses after leaving the shearing plane.


There are mainly two types of single point tools namely the solid type as shown in Fig.3 and the tipped tool (Fig.4). The solid type single point tool may be made from high speed steel, from a cast alloy. Brazed tools (Fig.5) are generally known as tool bits and are used in tool holders. The tipped type of tool is made from a good shank steel on which is mounted a tip of cutting tool material. Tip may be made of high speed steel or cemented carbide. In addition to this, there are long index-able insert tools and throwaway. The Insert type tool throwaway refers to the cutting tool insert which is mechanically held in the tool holder. The inserts are purchased which are ready for use. When all cutting edges are used, the insert is discarded and not re-sharpened. These tools can be further classified depending upon the operations for which they are used and the type of the shank (straight or bent shank type). Tools may be of the types planning tools, turning tools, facing tool, boring tools, parting and slotting tools etc.
Different types of carbide tips are generally used on tipped tool. In general the straight shank type tools are cheaper to manufacture as compared to bent shank type. But bent shank type can be used for turning either longitudinal or cross feed without resetting and for turning, facing and chamfering operations. Boring tools usually quite long and the cross section is small.
point cutting tool point cutting tool type single point cutting tool
Nomenclature Single Point Tool
The elements of tool signature or nomenclature single point tool is illustrated in Fig. 6
(i) Back rake angle
It is the angle between the face of the tool and a line parallel with base of the tool measured in a perpendicular plane through the side cutting edge. If the slope face is downward toward the nose, it is negative back rake angle and if it is upward toward nose, it is positive back rake angle. This angle helps in removing the chips away from the work piece.
(ii) Side rake angle
It is the angle by which the face of tool is inclined side ways. This angle of tool determines the thickness of the tool behind the cutting edge. It is provided on tool to provide clearance between work piece and tool so as to prevent the rubbing of work- piece with end flake of tool. It is the angle between the surface the flank immediately below the point and the line down from the point perpendicular to the base.
(iii) End relief angle
It is the angle that allows the tool to cut without rubbing on the work- piece. It is defined as the angle between the portion of the end flank immediately below the cutting edge and a line perpendicular to the base of the tool, measured at right angles to the flank. Some time extra end clearance is also provided on the tool that is also known as end clearance angle. It is the secondary angle directly below the end relief angle
(iv) Side relief angle
It is the angle that prevents the interference as the tool enters the material. It is the angle between the portion of the side flank immediately below the side edge and a line perpendicular to the base of the tool measured at right angles to the side. It is incorporated on the tool to provide relief between its flank and the work piece surface. Some time extra side clearance is also provided on the tool that is also known as side clearance angle. It is the secondary angle directly below the side relief angle.
Fig. 6 Elements of tool signature or nomenclature of single point tool
(v) End cutting edge angle
It is the angle between the end cutting edge and a line perpendicular to the shank of the tool. It provides clearance between tool cutting edge and work piece.
(vi) Side cutting edge angle
It is the angle between straight cutting edge on the side of tool and the side of the shank. It is also known as lead angle. It is responsible for turning the chip away from the finished surface.
(vii) Nose radius
It is the nose point connecting the side cutting edge and end cutting edge. It possesses small radius which is responsible for generating surface finish on the work-piece
MECHANICS OF METAL CUTTING
Metal cutting operation is illustrated in Fig. 20.9. The work piece is securely clamped in a machine tool vice or clamps or chuck or collet. A wedge shape tool is set to a certain depth of cut and is forced to move in direction as shown in figure. All traditional machining processes require a cutting tool having a basic wedge shape at the cutting edge. The tool will cut or shear off the metal, provided (i) the tool is harder than the metal, (ii) the tool is properly shaped so that its edge can be effective in cutting the metal, (iii) the tool is strong enough to resist cutting pressures but keen enough to sever the metal, and (iv) provided there is movement of tool relative to the material or vice versa, so as to make cutting action possible. Most metal cutting is done by high speed steel tools or carbide tools. In metal cutting, the tool does not slide through metal as a jack knife does through wood, not does the tool split the metal as an axe does a log. Actually, the metal is forced off the workpiece by being compressed, shearing off, and sliding along the face of the cutting tool. The way a cutting tool cuts the metal can be explained as follows. All metals in the solid state have a characteristic crystalline structure, frequently referred to as grain structure. The grain or crystals vary in size from very fine to very coarse, depending upon the type of metal and its heat-treatment. The cutting tool advances again in the work piece. Heavy forces are exerted on the crystals in front of the tool face. These crystals, in turn exert similar pressures on crystals ahead of them, in the direction of the cut or force applied by the cutter. As the tool continues to advance, the material at sheared point is sheared by the cutting edge of the tool or it may be torn loose by the action of the bending chip which is being formed. As the tool advances, maximum stress is exerted along sheared line, which is called the shear plane. This plane is approximately perpendicular to the cutting face of the tool. There exists a shear zone on both sides of the shear plane, when the force of the tool exceeds the strength of the forming the metal chip. The chip gets separated from the workpiece material and moves up along the tool face. In addition, when the metal is sheared, the crystals are elongated, the direction of elongation being different from that of shear. The circles which represent the crystals in the uncut metal get elongated into ellipses after leaving the shearing plane.
Fig. 7 Metal cutting operation
TYPES OF CHIPS
In a metal cutting operation is carried out in machine shop. Chips are separated from the workpiece to impart the required size and shape to the workpiece. The type of chips edge formed is basically a function of the work material and cutting conditions. The chips that are formed during metal cutting operations can be classified into four types:
1. Discontinuous or segmental chips
2. Continuous chips
3. Continuous chips with built-up edge.
4. Non homogenous chips
The above three common types of chips are shown in Fig. 8
Fig. 8 (a) shows continuous chips coming out during machining in machine shop. These types of chips are obtained while machining ductile material such as mild steel and copper. A continuous chip comes from the cutting edge of a cutting tool as a single one piece, and it will remain as one piece unless purposely broken for safety or for convenience in handling. Formation of very lengthy chip is hazardous to the machining process and the machine operators. It may wrap up on the cutting tool, work piece and interrupt in the cutting operation. Thus, it becomes necessary to deform or break long continuous chips into small pieces. It is done by using chip breakers. Chip breaker can be an integral part of the tool design or a separate device.
Fig. 8 (b) shows discontinuous chips coming out during machining in machine shop. In this type, the chip is produced in the form of small pieces. These types of chips are obtained while machining brittle material like cast iron, brass and bronze. Fairly good surface finish is obtained and tool life is increased with this type of chips.
Fig. 8 (c) shows continuous chip with built-up edge. During cutting operation, the temperature rises and as the hot chip passes over s the face of the tool, alloying and welding action may take place due to high pressure, which results in the formation of weak bonds in microstructure and weakened particles might pullout. Owing to high heat and pressure generated, these particles get welded to the cutting tip of the tool and form a false cutting edge. This is known as built-up edge
In a metal cutting operation is carried out in machine shop. Chips are separated from the workpiece to impart the required size and shape to the workpiece. The type of chips edge formed is basically a function of the work material and cutting conditions. The chips that are formed during metal cutting operations can be classified into four types:
1. Discontinuous or segmental chips
2. Continuous chips
3. Continuous chips with built-up edge.
4. Non homogenous chips
The above three common types of chips are shown in Fig. 8
Fig. 8 (a) shows continuous chips coming out during machining in machine shop. These types of chips are obtained while machining ductile material such as mild steel and copper. A continuous chip comes from the cutting edge of a cutting tool as a single one piece, and it will remain as one piece unless purposely broken for safety or for convenience in handling. Formation of very lengthy chip is hazardous to the machining process and the machine operators. It may wrap up on the cutting tool, work piece and interrupt in the cutting operation. Thus, it becomes necessary to deform or break long continuous chips into small pieces. It is done by using chip breakers. Chip breaker can be an integral part of the tool design or a separate device.
Fig. 8 (b) shows discontinuous chips coming out during machining in machine shop. In this type, the chip is produced in the form of small pieces. These types of chips are obtained while machining brittle material like cast iron, brass and bronze. Fairly good surface finish is obtained and tool life is increased with this type of chips.
Fig. 8 (c) shows continuous chip with built-up edge. During cutting operation, the temperature rises and as the hot chip passes over s the face of the tool, alloying and welding action may take place due to high pressure, which results in the formation of weak bonds in microstructure and weakened particles might pullout. Owing to high heat and pressure generated, these particles get welded to the cutting tip of the tool and form a false cutting edge. This is known as built-up edge
Fig. 8 Common types of chips
Non homogenous chips are developed during machining highly hard alloys like titanium which suffers a marked decrease in yield strength with increase in temperature
COOLENTS OR CUTTING FLUIDS OR EMULSIONS
During any machining or metal cutting process, enough heat is evolved in cutting zone. To remove this heat from cutting zone, soluble oils are used as cutting fluid during machining. Emulsions (also known as soluble oil) cool the work-piece and tool and thus relieved them from overheat. Air circulation is required so as to remove the heat by evaporation. The remaining oil forms a protecting layer over the machined work piece and save it from rust and corrosion. Such coolants decrease adhesion between chip and tool, provides lower friction and wear and a smaller built up edge. They remove chips and hence help in keeping freshly machined surface bright. They also protect the surface from corrosion. They decrease wear and tear of tool and hence increase tool life. They improve machinability and reduce machining forces. Chemical cutting fluids possess a good flushing action and are non-corrosive and nonclogging. Since they are non-clogging, they are widely used for grinding and sawing. The most efficient method of applying cutting fluids is to use a pump, tray and reservoir, to give a slow continuous stream over the cutting action. Chemical cutting fluids are replacing straight and emulsifiable cutting oils for many applications. If chemical concentrates are mixed in correct proportion with deionized water, chemical cutting fluids provide longer life at less cost than oil base cutting fluids. Other coolants and cutting fluids are cutting wax and kerosene.
During any machining or metal cutting process, enough heat is evolved in cutting zone. To remove this heat from cutting zone, soluble oils are used as cutting fluid during machining. Emulsions (also known as soluble oil) cool the work-piece and tool and thus relieved them from overheat. Air circulation is required so as to remove the heat by evaporation. The remaining oil forms a protecting layer over the machined work piece and save it from rust and corrosion. Such coolants decrease adhesion between chip and tool, provides lower friction and wear and a smaller built up edge. They remove chips and hence help in keeping freshly machined surface bright. They also protect the surface from corrosion. They decrease wear and tear of tool and hence increase tool life. They improve machinability and reduce machining forces. Chemical cutting fluids possess a good flushing action and are non-corrosive and nonclogging. Since they are non-clogging, they are widely used for grinding and sawing. The most efficient method of applying cutting fluids is to use a pump, tray and reservoir, to give a slow continuous stream over the cutting action. Chemical cutting fluids are replacing straight and emulsifiable cutting oils for many applications. If chemical concentrates are mixed in correct proportion with deionized water, chemical cutting fluids provide longer life at less cost than oil base cutting fluids. Other coolants and cutting fluids are cutting wax and kerosene.
Functions or Uses of Collents or Cutting Fluids
The important functions of cutting fluids are given as under.
(i) Cutting fluid washes away the chips and hence keeps the cutting region free.
(ii) It helps in keeping freshly machined surface bright by giving a protective coating against atmospheric, oxygen and thus protects the finished surface from corrosion.
(iii) It decreases wear and tear of cutting tool and hence increases tool life.
The important functions of cutting fluids are given as under.
(i) Cutting fluid washes away the chips and hence keeps the cutting region free.
(ii) It helps in keeping freshly machined surface bright by giving a protective coating against atmospheric, oxygen and thus protects the finished surface from corrosion.
(iii) It decreases wear and tear of cutting tool and hence increases tool life.
(iv) It improves machinability and reduce power requirements
(v) It prevents expansion of work pieces.
(vi) It cools the tool and work piece and remove the generated heat from the cutting zone.
(vii) It decreases adhesion between chip and tool; provide lower friction and wear, and a smaller built-up edge.
(v) It prevents expansion of work pieces.
(vi) It cools the tool and work piece and remove the generated heat from the cutting zone.
(vii) It decreases adhesion between chip and tool; provide lower friction and wear, and a smaller built-up edge.
Great blog nice n useful information , it is very helpful for me , I realy appreciate thanks for sharing. I would like to read more information thanks.
BalasHapusSide and face cutters
Mechanical Engineering: Mettal Cutting >>>>> Download Now
Hapus>>>>> Download Full
Mechanical Engineering: Mettal Cutting >>>>> Download LINK
>>>>> Download Now
Mechanical Engineering: Mettal Cutting >>>>> Download Full
>>>>> Download LINK Lr
Dedicated Impex is leading gear cutting tools Manufacturers Company in India, we are manufacturers and suppliers of gear cutting tools, CNC router bits, keyway broaches, router bits and slotting cutters in all over India.
BalasHapusBroaching Tools
Techcellence is a leading manufacturer and exporter of special metal cutting & cutting tools in India, broach India Provide all type broach tools, broaching facility, Broaching resharping facility. Cutting tools in all over world.
BalasHapusBroach Tool Supplier
Pankaj International manufactures and supplies wide variety of best quality pole line hardware, high tensile fasteners, fence fittings like 2h nuts, b7 studs, hex nuts, hex bolts and many other line construction hardware products.
BalasHapusFasteners manufacturers India
Pankaj International manufactures and supplies wide variety of best quality pole line hardware, high tensile fasteners, fence fittings like 2h nuts, b7 studs, hex nuts, hex bolts and many other line construction hardware products.
BalasHapusDrilling machines
Based in India, Udehra Mechanical Works is a prominent manufacturer and suppliers of huge variety of high tensile industrial fasteners like nuts and bolts which are supplied to our reputed clients.
BalasHapusHot dip Galvanized Bolts
Shaktiman Tech. Tools is an accomplished and a thriving enterprise manufacturing a wide range of cutting tools such as broaches, Gear hobs, milling cutters and other unique cutters. We have become top players in the field of cutting tools manufacturing based in Patiala, India, and our position has been incomparable for several years. Shaktiman Tech. Tools was established in the year 2000.
BalasHapusgreat Blog!!
BalasHapusScientific Apparatus Manufacturers | Cutting Tools Manufacturers
Spline Broach | Rajat Udyog
BalasHapusBroach India is the Leading Spline Broach tools manufacturer in India. Broach India Tool manufacturers the highest quality precision broaching tools and will service your
tools regardless of original manufacturer. Broach India Tool Group's spline broaching tools deliver accuracy and performance in any application.
Hi Dear,
BalasHapusThanks for sharing such useful blog. Really! This Blog is very informativeus for which contain lot of information about Hardware Tools Supplier and products. I like this post. Please visit at "best hardware tools supplier", i hope you may like our hardware tools.
Visit Here - http://www.ruknalburhan.com/
Thanks Regards,,
Mechanical Engineering: Mettal Cutting >>>>> Download Now
BalasHapus>>>>> Download Full
Mechanical Engineering: Mettal Cutting >>>>> Download LINK
>>>>> Download Now
Mechanical Engineering: Mettal Cutting >>>>> Download Full
>>>>> Download LINK
Thank you for sharing this helpful knowledge regarding Metal Cutting, which explains their mechanics, Types, & functions. Your writing ability impressed me much. This blog has answered many of my questions concerning Metal Cutting Machines. keep sharing I am waiting for more blogs!
BalasHapusYou shared very good blog love to read that and Are you searching for a high-quality Steel distributor in Ludhiana? In that case, it would be best to contact Bk Steel Company. They provide the best quality, and they also keep their price pretty economical.
BalasHapusGreat information on blog. keep posting.
BalasHapuswe are plasma Torch Dealers in Ambala.